|
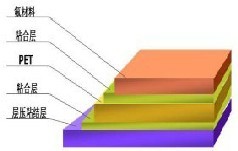
太阳能背板位于太阳能电池板的背面,对电池片起保护和支撑作用,具有可靠的绝缘性、阻水性、耐老化性。一般具有三层结构,外层保护层具有良好的抗环境侵蚀能力(防止水气侵蚀、抗紫外线等),中间层为PET聚脂薄膜( 聚对苯二甲酸乙二醇酯) 具有良好的绝缘性能和强度,内层薄膜和EVA具有良好的粘接性能。 |
|
为了有良好的耐候性,一般要求背板外层材料为含氟材料,PVF和PVDF为最常见的两种含氟材料。 |
|
PVF薄膜,学名聚氟乙烯(polyvinyl
fluoride
),由氟和氟碳分子的共聚体挤压而成。为含氟或氟碳的共聚物,比其它任何聚合物具有更大的化学结合力和结构稳定性,对日照、化学溶剂、酸碱腐蚀、湿气和氧化作用的抵抗力和耐久性效果显著。 |
|
PVDF聚偏氟乙烯,除具有良好的耐化学腐蚀性、耐高温性、耐氧化性、耐候性、耐射线辐射性能外,还具有压电性、介电性、热电性等特殊性能,是目前含氟材料中产量名列第二位的大产品。 |
|
PVDF的密度是PVF的1.3-1.4倍,在分子结构上多一个氟原子,所以比PVF更致密、更耐候、阻隔性更好。纯PVDF薄膜的透水率只有同等厚度的PVF薄膜的1/5左右,所以通常情况下使用PVDF薄膜的厚度可以比PVF薄,但是PVDF成型较困难,一般需要添加丙烯酸类材料,此材料会造成局部老化。 |
|
|
是聚对苯二甲酸乙二醇酯的简称,又称聚酯薄膜,乳白色或浅黄色、高度结晶的聚合物,表面平滑有光泽。优良的物理机械性能,具有优良的物理机械性能,短期使用可耐150
℃高温,-70
℃低温,且对其机械性能影响很小。 |
|
PET电绝缘性优良,甚至在高温高频下,其电性能仍较好,抗蠕变性、耐疲劳性、耐摩擦性、尺寸稳定性都很好。气体和水蒸气渗透率低,但是在高温高湿中容易水解,在紫外光照下易发生光降解反应。 |
 |
|
|
在背板中,未经改性的含氟薄膜和PET,与EVA粘结牢度差,因此背板与电池片接触面需要有粘结层材料,一般可以使用改性过的含氟薄膜和PET,或是粘结性强的EVA膜或PE膜,使用EVA膜或PE膜作为背板内层对组件耐候性有很大的影响,但是它可以大大降低成本。 |
|
PE = Polyethylene,聚乙烯,是结构最简单的高分子有机化合物,当今世界应用最广泛的高分子材料,由乙烯聚合而成,因其粘合在组件里面,不接触空气,仅有正面电池间隙漏过的部分光线对其有老化作用,故此虽然在一定程度上降低了使用年限。 |
 |
|